



产品分类 更多>>



英标H型钢材料:
改造后的每个卷绕机单元的电气传动电路如图二。其中,当起动变频器的输出频率等于原运行变频器的输出频率时,如将电机通过K22和K24切换到原运行变频器,该卷绕机可生产原产品;如将电机通过KXM和KXC切换到新运行变频器,该卷绕机可生产新产品。通过这两组接触器的不同组合,即可调整产品结构。系统调试本项技改的调试,除每单元卷绕机的两个电机及其接触器接线正确外,卷绕机的摆频设定及起动变频器与新运行变频器的切换最为关键。
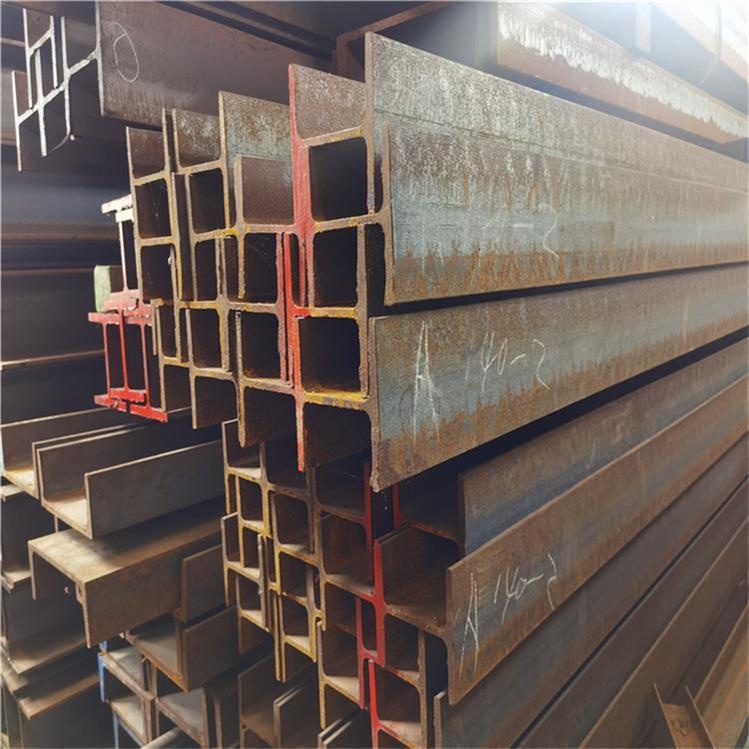
一、UBP305*305*95英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢随着镀锌工艺的发展,高性能镀锌光亮剂的采用,镀锌已从单纯的防护目的进入防护-装饰性应用 。
二、UBP305*305*95英标H型钢热扎工艺手段:热轧道次加工率的确定原则: 钢结构的制作和安装
四、UBP标H型钢规格型号表:

钢铁冶金:热处理加热设备总数按企业数占全国企业总数的5%计,反算得出的全国热处理加热设备(以75kW为一标准台)约15万台,装机容量11×16kW。热处理生产能力设每台设备平均生产率为1kw/h,全国平均1.5班工作制,15万台加热设备的年生产能力近45×16t。热处理能源消耗设热处理加热设备的平均利用率为3%,全国平均1.5班工作制,15万台设备的每年实际热处理生产量为13.5×16t,消耗电总量为9.9×19kW.h。
改造后的每个卷绕机单元的电气传动电路如图二。其中,当起动变频器的输出频率等于原运行变频器的输出频率时,如将电机通过K22和K24切换到原运行变频器,该卷绕机可生产原产品;如将电机通过KXM和KXC切换到新运行变频器,该卷绕机可生产新产品。通过这两组接触器的不同组合,即可调整产品结构。系统调试本项技改的调试,除每单元卷绕机的两个电机及其接触器接线正确外,卷绕机的摆频设定及起动变频器与新运行变频器的切换最为关键。
一、UBP305*305*95英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢随着镀锌工艺的发展,高性能镀锌光亮剂的采用,镀锌已从单纯的防护目的进入防护-装饰性应用 。
二、UBP305*305*95英标H型钢热扎工艺手段:热轧道次加工率的确定原则: 钢结构的制作和安装
四、UBP标H型钢规格型号表:
| UBP(等边等厚)英标H型钢 | |||||||
| 型号 | 规格 | 米重 | 型号 | 规格 | 米重 | ||
| UBP203*203*45 | 200.2*205.9*9.5*9.5 | 44.9 | UBP305*305*126 | 312.3*312.9*17.5*17.6 | 126.1 | ||
| UBP203*203*54 | 204*207.7*11.3*11.4 | 53.9 | UBP305*305*149 | 318.5*316*20.6*20.7 | 149.1 | R | |
| UBP254*254*63 | 247.1*256.610.6*10.7 | 63 | UBP305*305*180 | 326.7*319.7*24.8*24.8 | 180 | R | |
| UBP254*254*71 | 249.7*258*12*12 | 71 | UBP305*305*186 | 328.3*320.9*25.5*25.6 | 186 | ||
| UBP254*254*85 | 254.3*260.4*14.4*14.3 | 85.1 | UBP305*305*223 | 337.9*325.7*30.3*30.4 | 222.9 | R | |
| UBP305*305*79 | 299.3*306.4*11*11 | 78.9 | UBP356*368*109 | 346.4*371*12.8*12.9 | 108.9 | ||
| UBP305*305*88 | 301.7*307.8*12.4*12.3 | 88 | UBP356*368*133 | 352*373.8*15.6*15.7 | 133 | ||
| UBP305*305*95 | 303.7*308.7*13.3*13.3 | 94.9 | UBP356*368*152 | 356.4*376*17.8*17.9 | 152 | ||
| UBP305*305*110 | 307.9*310.7*15.3*15.4 | 110 | UBP356*368*174 | 361.4*378.5*20.3*20.4 | 173.9 | ||
| 备注:生产执行标准EN10163-3和BS4-1:2005 | |||||||
钢铁冶金:热处理加热设备总数按企业数占全国企业总数的5%计,反算得出的全国热处理加热设备(以75kW为一标准台)约15万台,装机容量11×16kW。热处理生产能力设每台设备平均生产率为1kw/h,全国平均1.5班工作制,15万台加热设备的年生产能力近45×16t。热处理能源消耗设热处理加热设备的平均利用率为3%,全国平均1.5班工作制,15万台设备的每年实际热处理生产量为13.5×16t,消耗电总量为9.9×19kW.h。





















